Hello,
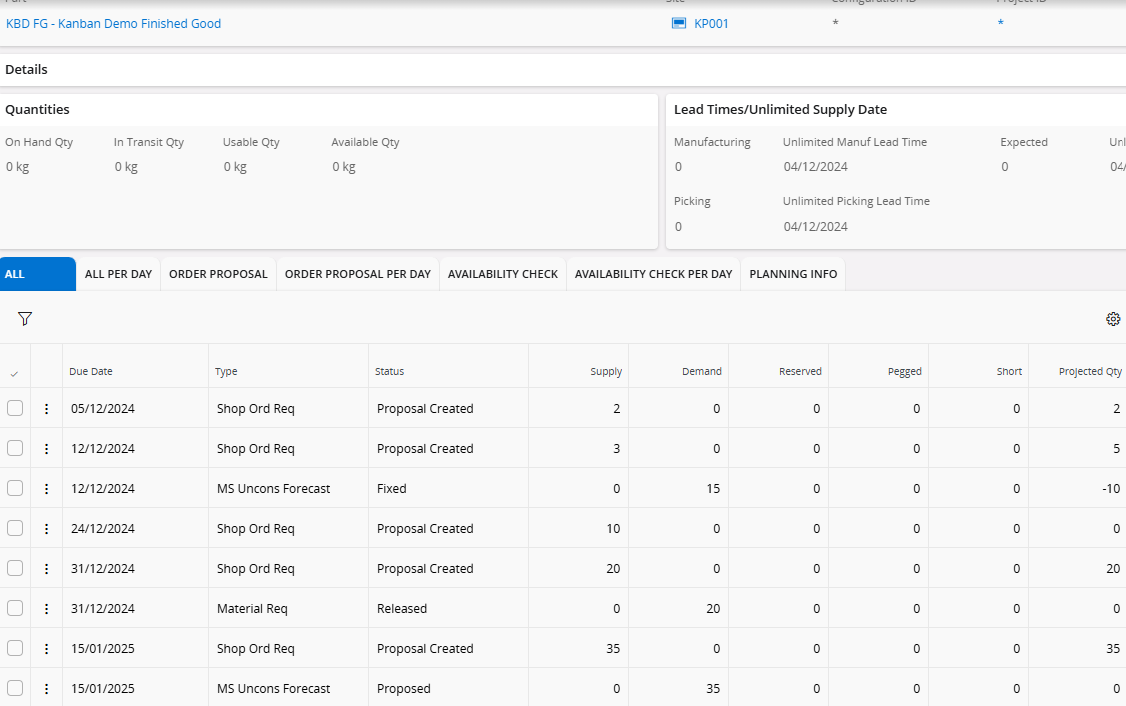
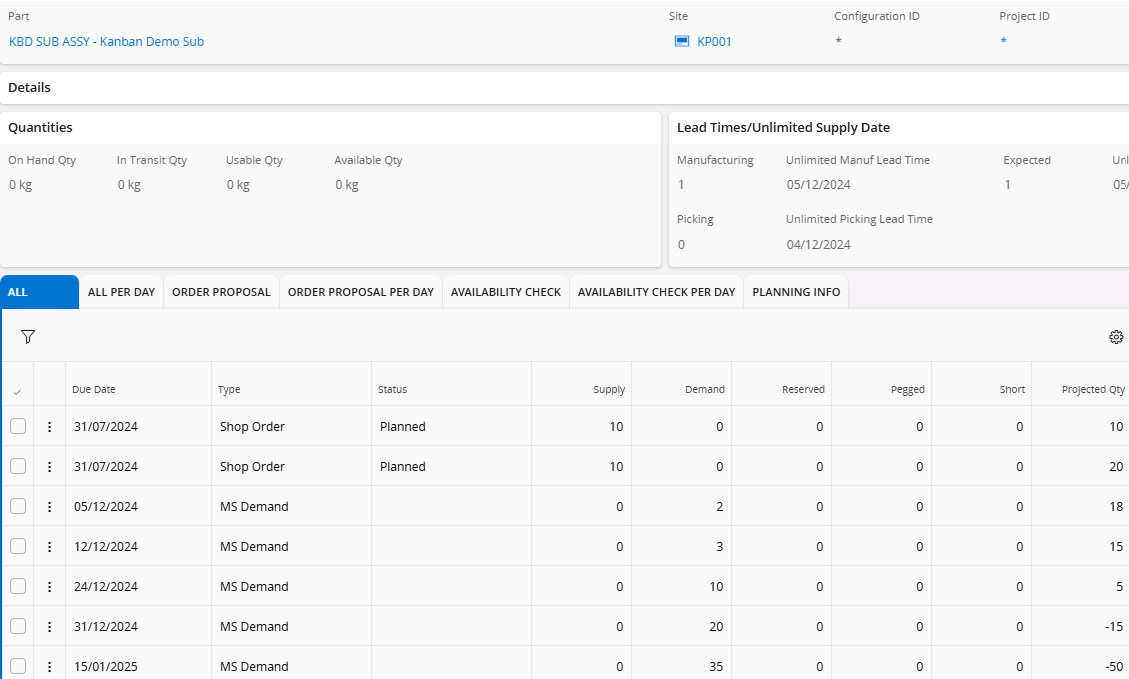
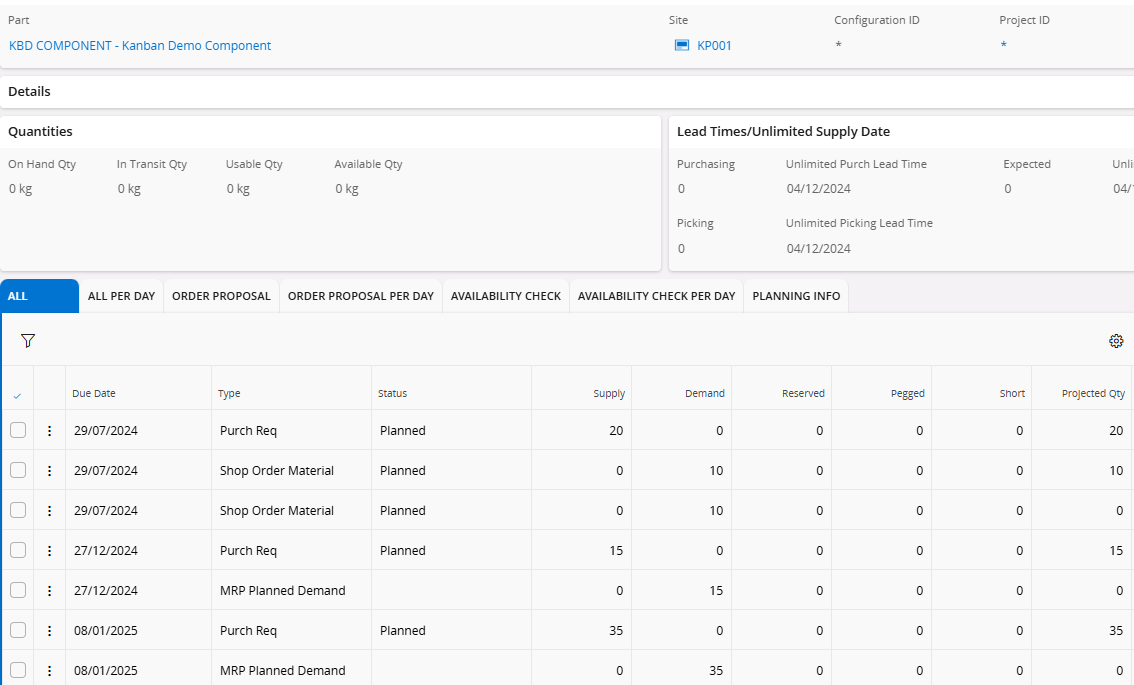
Currently I am trying to improve our manufacturing situation with manufacturing parts. our System is set up with planning method G. The problem that comes up quite often is that when there is a hold up at on of the production lines (assembly line missing a purchase part for example) the manufacturing does not know about that and keeps manufacturing parts according to the orders. now the manufactured parts pile up in the warehouse or at the assembly line while the line is waiting for the other parts. I tried to set the manufacturing to run on Kanban in IFS. so when the parts on hand quantity runs under a certain threshold, the request to produce more parts is created, this also limits the overproduction of parts. but when using the Kanban only for production, the system does not know when to order raw material since the Proposal Release has to be set to: Do not release and the part availability planning goes empty. If I do not set teh peroposal release to: Do not release and keep the kanban circuit then the system also starts to generate production suggestions and starts overproducing again. Maybe there is a different approach to my problem all together, but I haven’t figured anything else out. Does someone have a suggestion what else could I try?
With Best regards!
Sten