Hello All,
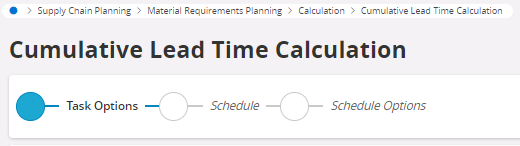
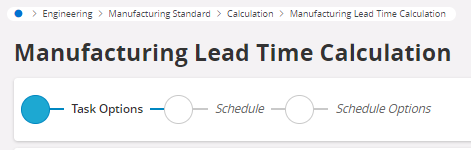
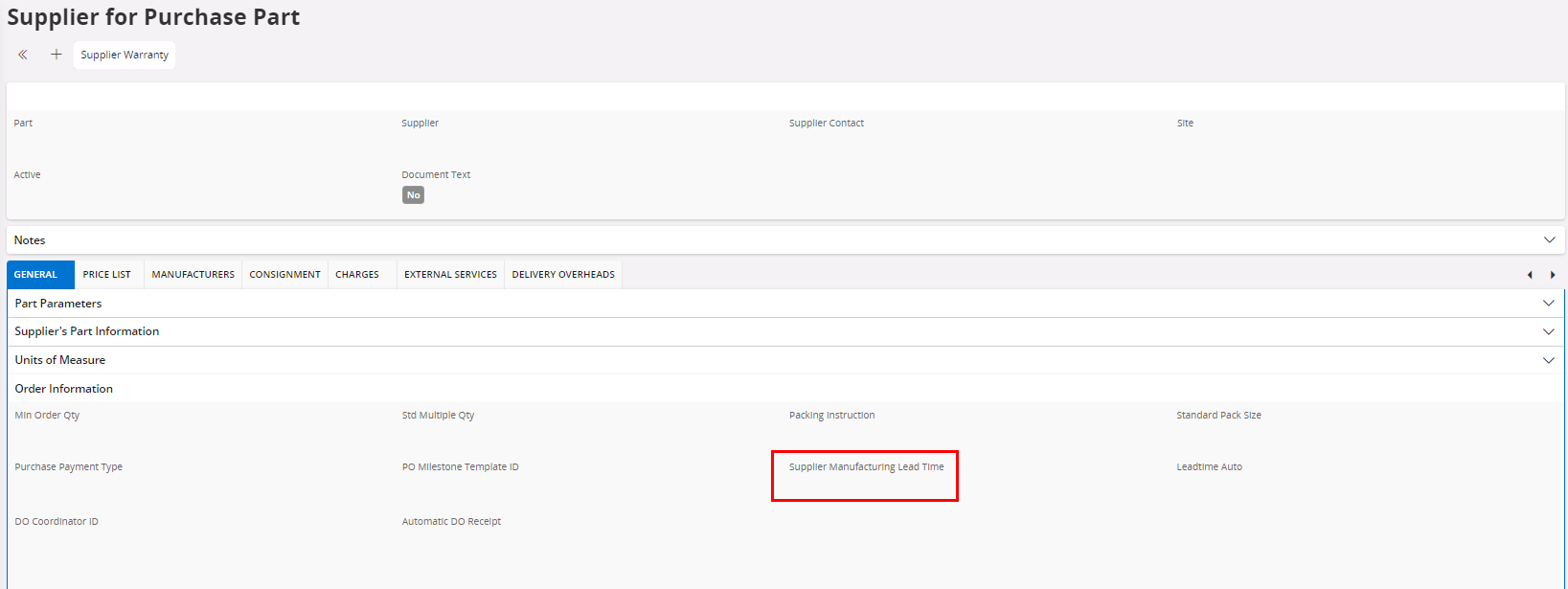
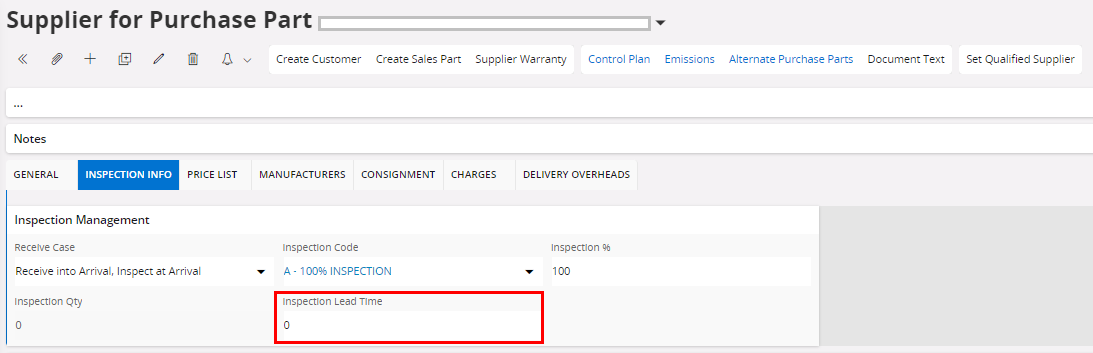
can anyone enlighten me about the lead times mentioned in the inventory part in the section Manufacturing? Example attached with the lead times.
B'regards
Carlo Koenders

Hello All,
can anyone enlighten me about the lead times mentioned in the inventory part in the section Manufacturing? Example attached with the lead times.
B'regards
Carlo Koenders
Enter your E-mail address. We'll send you an e-mail with instructions to reset your password.