
")

WIP Tracking and Labeling Across Operations in IFS
We have a manufacturing process consisting of multiple operations: Milling, Drilling, and Welding.
The material transformation flow is as follows:
- Raw Material: Steel
- After Milling → Milled Steel (WIP)
- After Drilling → Milled & Drilled Steel (WIP)
- After Welding → Finished Product
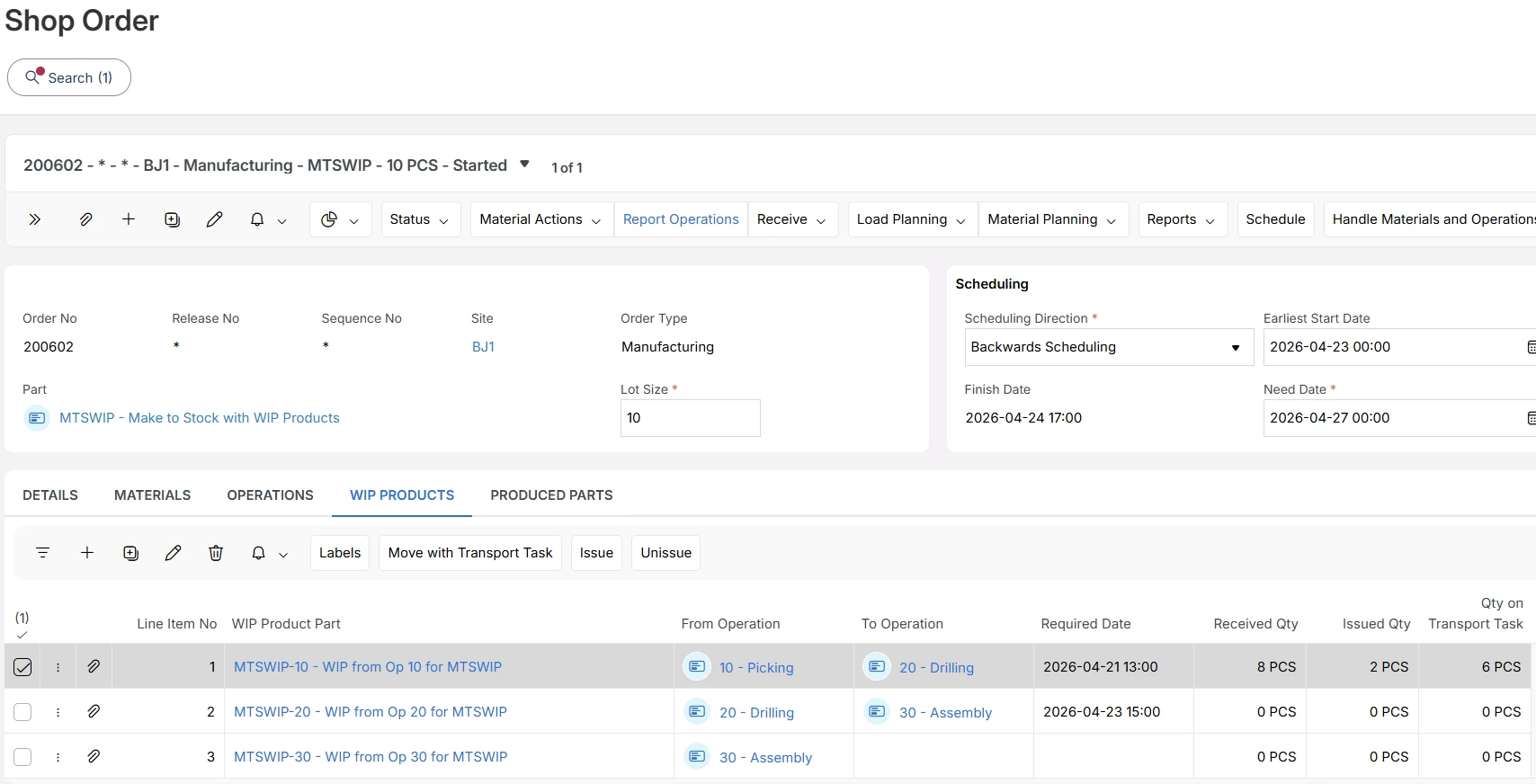
We would like to understand how to effectively trace and manage Work-in-Progress (WIP) at each stage of this process within IFS.
Specifically, we are looking for guidance on:
- How to track WIP quantities and status after each operation (Milling, Drilling, Welding)
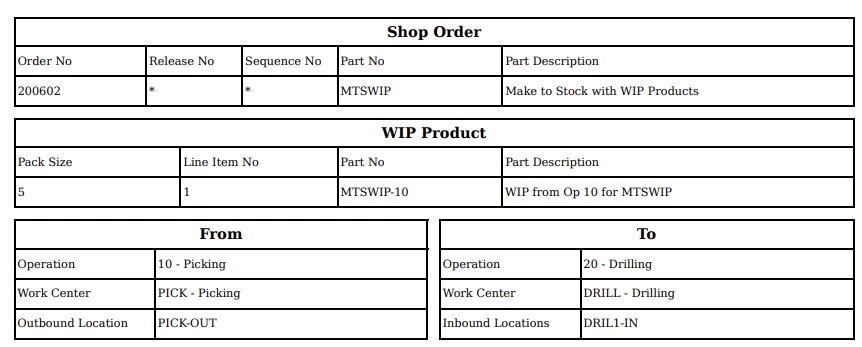
- Whether it is possible to physically identify and differentiate WIP items at each stage
- How to print barcode labels or stickers for WIP items after each operation
- How to associate WIP items with locations or work centers to reflect their physical position on the shop floor
- Recommended best practices in IFS to demarcate and control WIP between operations
Our goal is to achieve clear visibility, traceability, and physical control of WIP throughout the production process. Will Work center inbound and outbound locations be helpful?
")

")
