When I create an SPC chart, it seems that the system only considers the measurement result from result number one. Why isn't the average of all result numbers of a data point of an analysis taken into account?
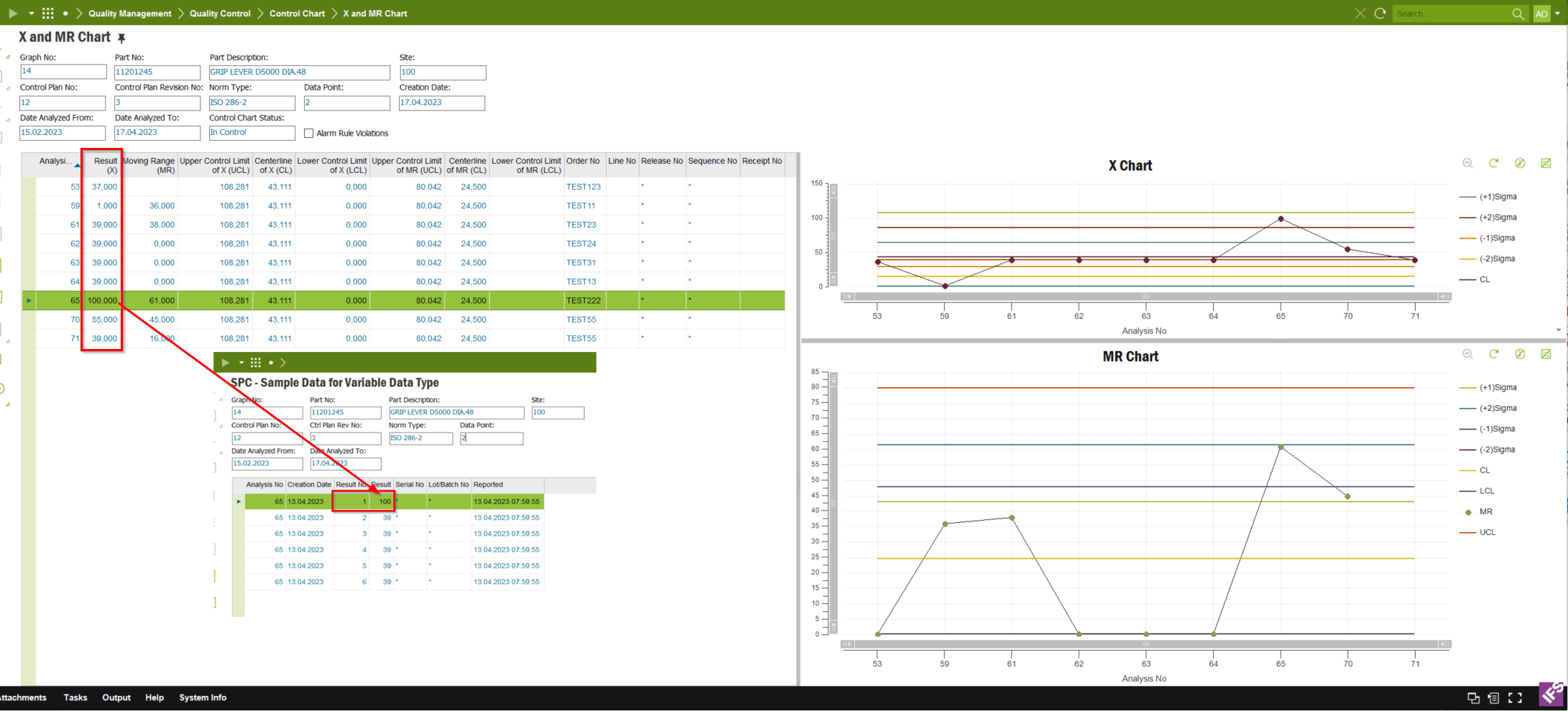
In my view, this should be (100+39+39+39+39+39) / 6 = 49.167
Could anyone please help me resolve this issue or advise me on how to proceed?