Hi @cjohnson ,
Statistical process control (SPC) is based on regular monitoring of process outputs to check the stability of the process, while Process Capability compares process outputs with specification, and measures the ability of a process to meet this specification.
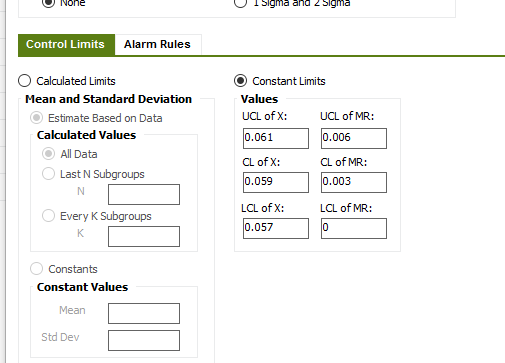
In SPC we use certain well known statistical principles pertaining to a random process – The mean (which is the measure of central tendency) – The Standard Deviation (which is a measure of dispersion) – In a Normal Distribution, the area covered within ± 𝟑 𝒔𝒕𝒅. 𝒅𝒆𝒗 will be 99.73%. The process is considered stable if the variations are within the ± 𝟑 𝒔𝒕𝒅. 𝒅𝒆𝒗. You can set the alarm which indicates if the variations are not due to common cause and are of assignable causes which need to be resolved to make the process stable.
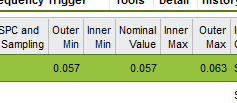
Where the process capability checks whether the process is capable to produce parts or services within the specification limit (outer max, outer min, inner max, inner min). For an example if you are manufacturing a 1lt bottle with a tolerance of ±5ml and you produce 10 bottles within the range of 1lt to 1.08lt (assume 1.5ml as sigma) the process is considered as stable as the variation are within ± 𝟑 𝒔𝒕𝒅. 𝒅𝒆𝒗, but the process is incapable as bottles are produced outside the specification limit and this can be identified using cpk value less than 1.
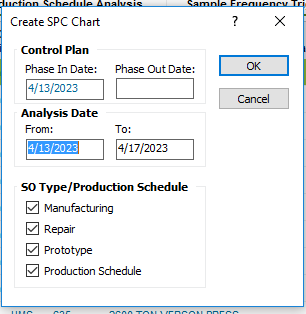
Here in your case, you can go with SPC by setting a alarm and that will indicate whether the processes are in a state of statistical control. if needed you can use capability indices in conjunction with SPC
Regards,
Mithun K V