
")

Hi
I am trying to use the Stock Min Max function in FSM to automatically set the Min Max levels based on usage.
When setting one months usage on one part line as a test, the part usage returned does not match the part transaction usage therefore giving incorrect results.
Criteria used is a follows:
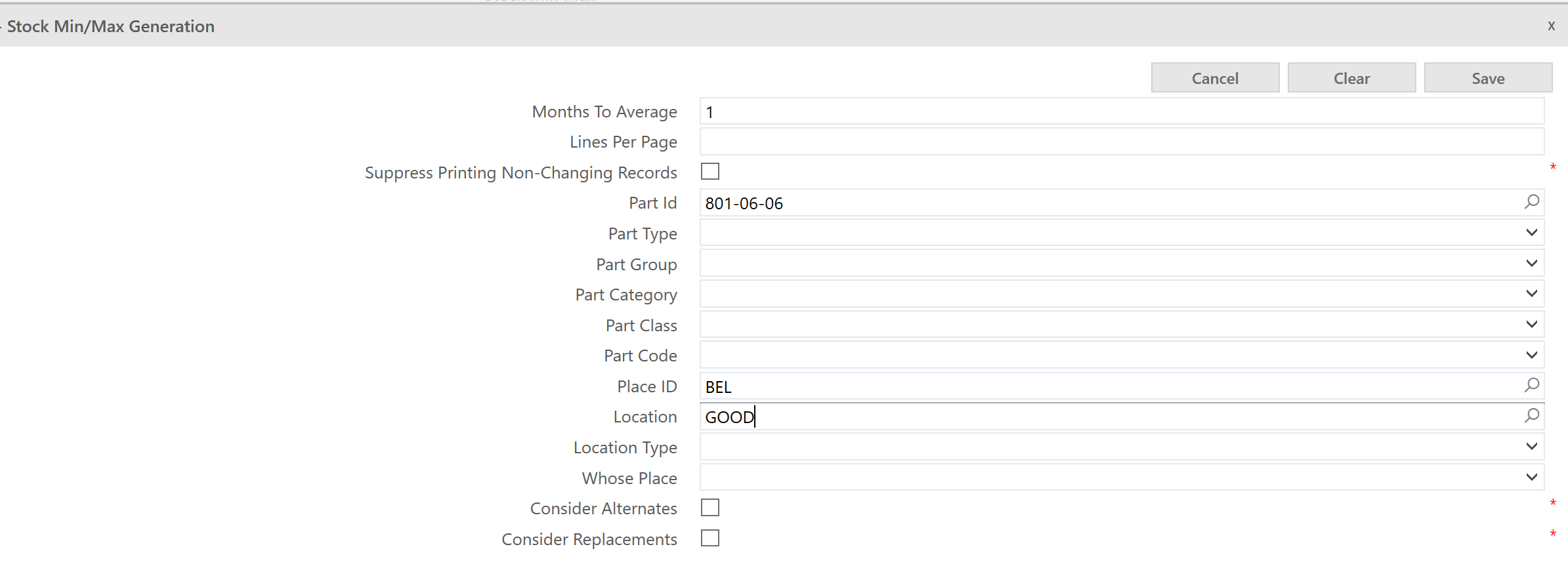
The Min / Max usage is returned as 656 units:

Yet the Part transactions for one month only totals 61 which is what i would expect.


Can someone please explain why this is as it makes no sense. Is it a bug?


")

")