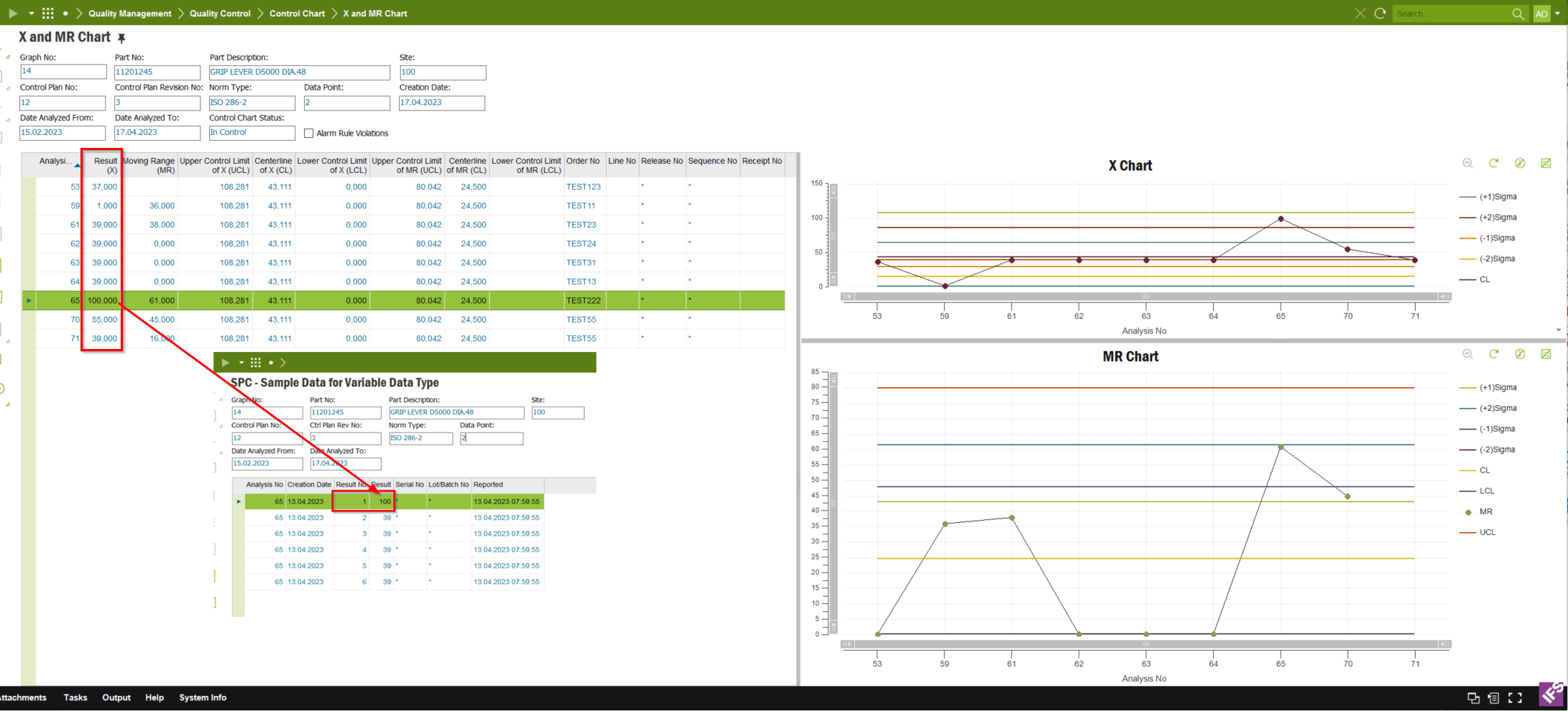
When I create an SPC chart, it seems that the system only considers the measurement result from result number one. Why isn't the average of all result numbers of a data point of an analysis taken into account?
In my view, this should be (100+39+39+39+39+39) / 6 = 49.167
Could anyone please help me resolve this issue or advise me on how to proceed?
Page 1 / 1
You are using a “X & MR” - chart. These are used for individual measurements, i.e. when the Sample Size = 1.
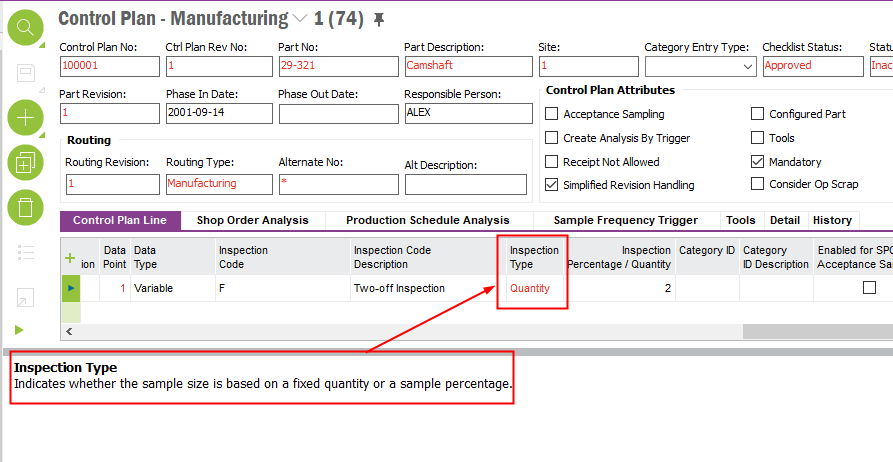
“Xbar & R” or “Xbar & S” charts are used when the sample size is fixed and > 1. However to be able to use these chart types the data point needs to have an Inspection Code with Inspection Type = “Quantity”
Hi @Ahmed ,
System only considers the first time result of each analysis as X value and average of first 3 consecutive values for MR. Hence you are getting this value and for average you need to use X bar charts.
Regards,
Mithun K V
Thank you very much for your quick responses! It helped me a lot, but now a new problem has arisen...
When I create a new inspection plan and set it to "Quantity" and set a sample size of over 25, I receive an error message that the inspection quantity is greater than 25 and therefore no SPC chart can be created.
Is there a way to change this, or am I simply not allowed to have a sample size greater than 25?
in advance many thanks for the help!
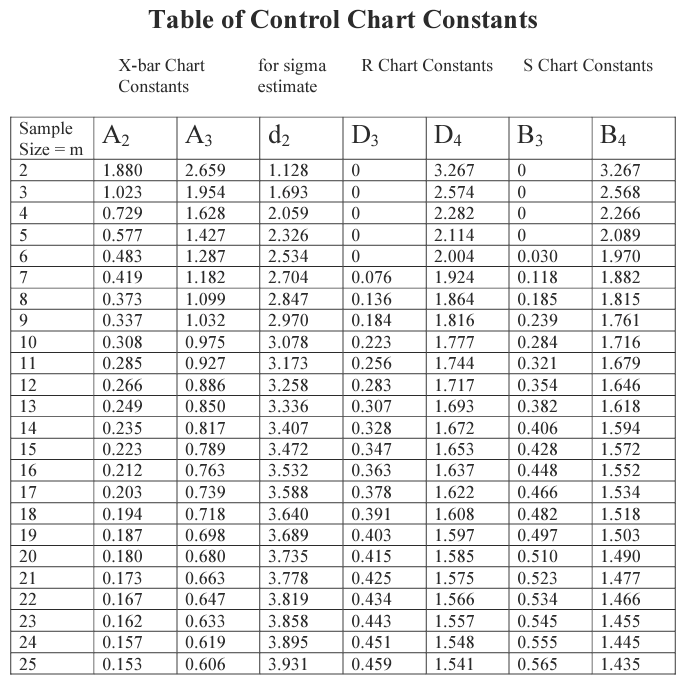
SPC is a tool/methodology used to predict the future performance of the monitored process. You inspect a sample of the produced parts and then the SPC logic do all the calculations. A bunch of different hard-coded control chart constants, like A2, A3, D3, are used in the formulas to calculate/create the SPC Chart. The values for these constants are dependent on the sample size.
Typically you use sample size = 4 or 5 when creating control charts for variables, but as you can see in the picture above, sample size up to 25 is supported, but sample size > 25 is not supported. If you have a shop order with long lead time and/or a huge lot size I would recommend (from a SPC perspective) creating several Analysis (with a small sample size) for the operation of interest.