All,
A steel plate can be stamped to produce 25 large disks and 16 small disks at the same time. Assume part number of large disk is FGA, small disk is FGB, steel plate is ROW001. How should I put in the BOM to system?

All,
A steel plate can be stamped to produce 25 large disks and 16 small disks at the same time. Assume part number of large disk is FGA, small disk is FGB, steel plate is ROW001. How should I put in the BOM to system?
In this scenario, Top Parts are FGA and FGB, ROW001 is the component part.
BOM for FGA
FGA --- ROW001
BOM for FGB
FGB --- ROW001
When FGA is manufactured FGB becomes a by-product and vise-versa.
Also you need to use a suitable UoM and you may need to use Min Lot Size Based Qty because it always produce more than 1 qty for FGA and FGB.
How these parts (FGx) are then later used for the manufacturing process has to be considered when deciding the best approach for Product Structure, UoM. For example, when the sheet is stamped all 25 parts of FGA is used as a component part of the part to be manufactured next/ or a fraction of it is used etc.
Hope this helps !
Thanks for your prompt response first!
By-product is a new thing for me. Let me learn it first. I will consult you on any new problems discovered during my studies.
The drawback with by-products is that they cannot be serial tracked, multilevel tracked and cannot be scrapped.
The other option would be to have separate BOM’s for FGA and FGB that does not include the other part as a by-product.
Say that 75% of one steel plate of ROW001 is used to make 25 FGA. Then the BOM for PGA will consist of 0.75 piece of ROW001. FGB will consist of 0.25 piece of ROW001.
You probably want to setup FGA with lot sizing rules of 25 piece of FGA and 16 piece of FGB.
The routing for the common operation would need to use resource share. So the routing operation for FGA would have a resource share of 75% and FGB a resource share of 25%. I.e., FGA will take 75% and FGB 25% of the hourly resource cost.
Operation block can be used to group the two operations together. And in shop floor workbench you can select the two operations and start them together (define work center to group start operations in parallel).
You can also select the two operations in shop floor workbench and use the manual issue operations material (assuming you have ROW001 connected to the operations) and issue 1 piece of ROW001 which will then automatically distribute the quantity between the shop order for FGA and FGB relative the BOM quantity (which was 0.25 and 0.75)
Hope this helps!
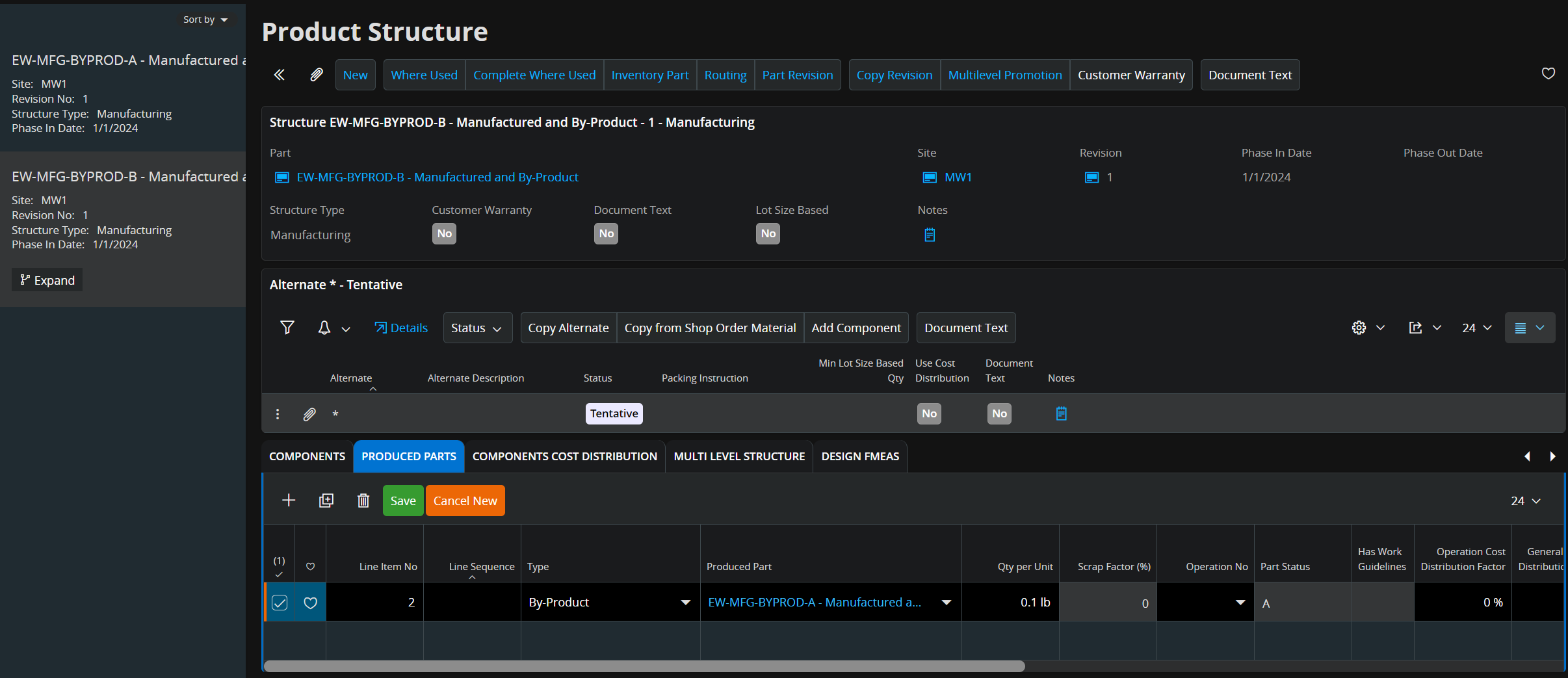
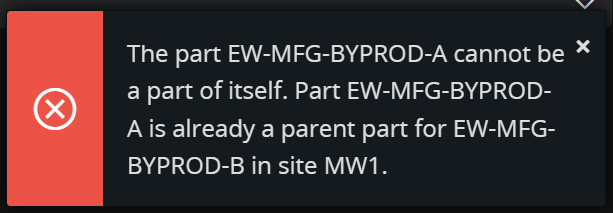
Here I have B as a by-product of A but I cannot do the inverse where A is a by-product of B.

In this scenario, Top Parts are FGA and FGB, ROW001 is the component part.
BOM for FGA
FGA --- ROW001
BOM for FGB
FGB --- ROW001
When FGA is manufactured FGB becomes a by-product and vise-versa.
Also you need to use a suitable UoM and you may need to use Min Lot Size Based Qty because it always produce more than 1 qty for FGA and FGB.
How these parts (FGx) are then later used for the manufacturing process has to be considered when deciding the best approach for Product Structure, UoM. For example, when the sheet is stamped all 25 parts of FGA is used as a component part of the part to be manufactured next/ or a fraction of it is used etc.
Hope this helps !
I use IFS8. As my test, I can add FGB to BOM of FGA, with negative qty. (DND0060 = FGA, 100174= RAW001, 100172= FGB).
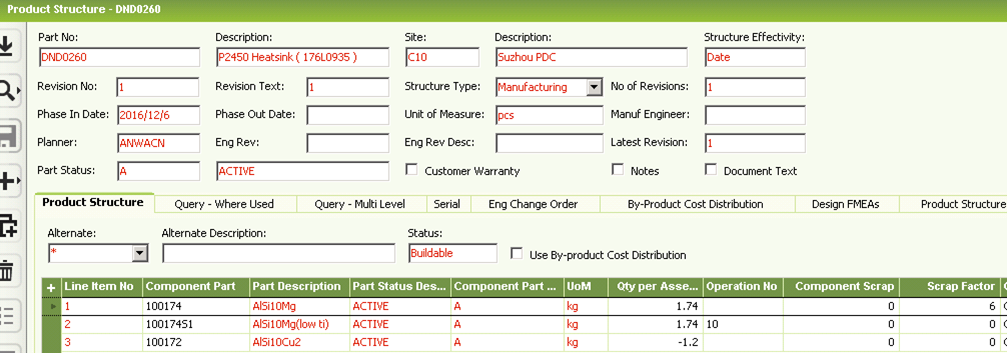
Then I can set factor in tab By-product Cost Distribution.

Saved and recalculate cost. Then I create new shop order. BOM of shop order only show material 100174 and 100174S1. FGB 100172 shows in tab By-product.


But I don’t know how it calculate cost of DND0060 (FGA) and 100172 (FGB), both standard cost and actual cost in shop order. Could you give some instruction?
Enter your E-mail address. We'll send you an e-mail with instructions to reset your password.